What is machine vision and how can it help?
Understanding how machine vision works can help you determine whether machine vision solves specific application problems in manufacturing or processing.
People often don't understand what machine (computer, artificial) vision can and can't do for a production line or process. Understanding how it works can help people decide whether it will solve problems in an application. So what exactly is computer vision and how does it actually work?
Artificial vision is a modern technology that includes tools for acquiring, processing and analyzing images of the physical world in order to create information that can be interpreted and used by a machine using digital processes.

The use of artificial vision in industry
Computer vision refers to the use of one or more cameras to automatically inspect and analyze objects, most often in an industrial or manufacturing environment. The resulting data can then be used to control processes or production activities.
This technology automates a wide range of tasks by giving machines the information they need to make the right decisions for each task.
The use of artificial vision in industry enables the automation of production processes, leading to better production results through the use of quality control and greater flexibility at each stage.
Currently, the use of industrial artificial vision has significantly improved production processes. This has made it possible to obtain products of higher quality at lower costs and in almost all areas of industry, from automotive and food, to electronics and logistics.
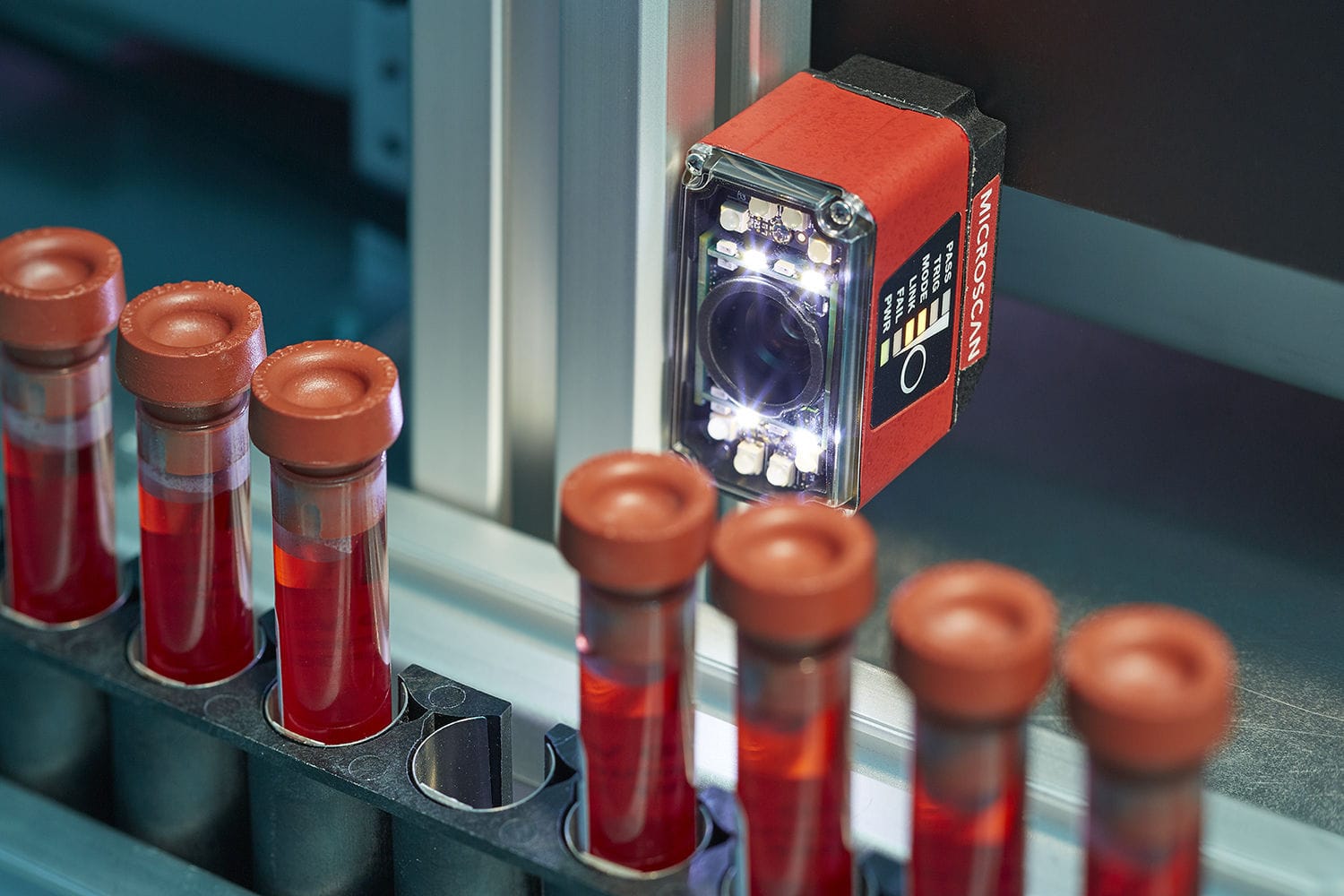
A typical use would be an assembly line where the camera is triggered after an operation is performed on a part that takes and processes an image. The camera can be programmed to check the position of a particular object, its color, size or shape, and the presence of the object.
Machine vision can also search and decode standard 2D matrix barcodes or even read printed characters. After checking the product, a signal is usually generated that determines what to do with the product next. The part can be dropped into a container, routed to a branch conveyor, or passed on to other assembly operations, and inspection results are tracked in the system.
In any case, computer vision systems can provide much more information about an object than simple position sensors.
Computer vision is commonly used, for example, to:
- QA,
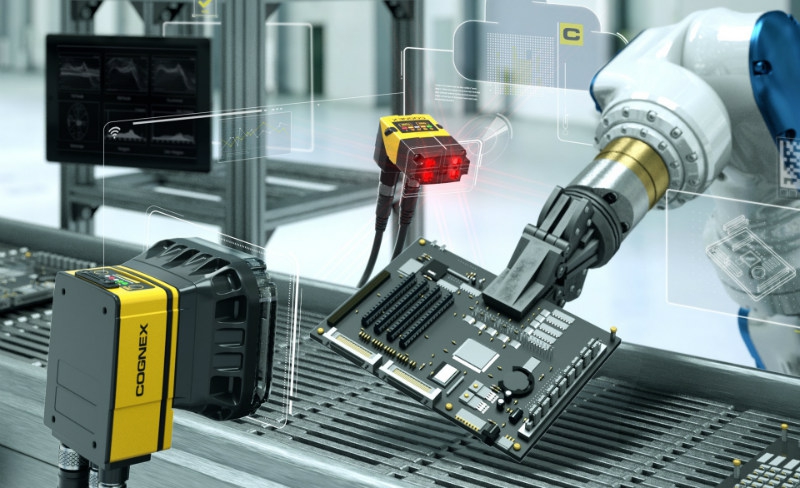
- control of a robot (machine),
- testing and calibration,
- real-time process control,
- data collection,
- machine monitoring,
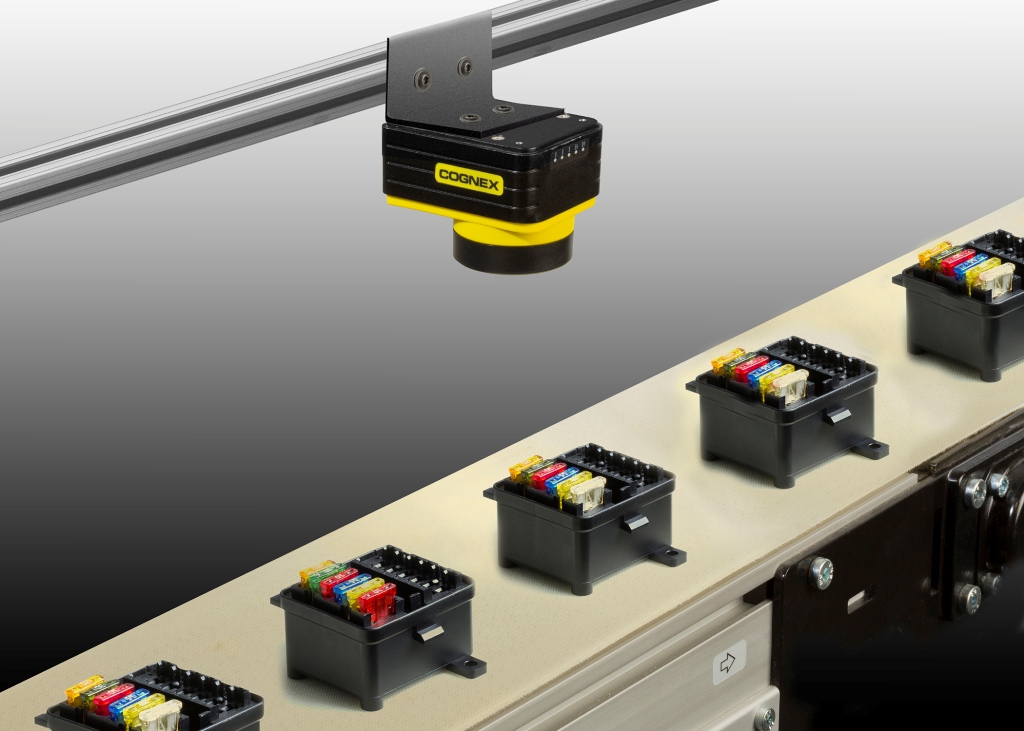
- sorting and counting.
Many manufacturers use automated computer vision instead of inspection personnel because it is better suited for repetitive inspections. It is faster, more objective and works around the clock.
Computer vision systems can inspect hundreds or thousands of parts per minute and provide more consistent and reliable inspection results than humans. By reducing defects, increasing revenue, facilitating compliance and tracking parts with computer vision, manufacturers can save money and increase their profitability.
How machine vision works
A discrete photocell is one of the simplest sensors in the field of industrial automation. The reason we call it "discrete" or digital is because it only has two states: on or off.
The principle of operation of a discrete photocell (optical sensor) is to transmit a light beam and determine whether the light is reflected by an object. If there is no object, the light is not reflected into the photocell receiver. An electrical signal, usually 24 V, is connected to the receiver.
If the object is present, the signal is turned on and can be used in the control system to perform an action. When the object is deleted, the signal is turned off again.
Such a sensor can also be analog. Instead of two states, i.e. off and on, it can return a value indicating how much light is returning to its receiver. It can return 256 values, from 0 (meaning no light) to 255 (meaning lots of light).
Imagine thousands of tiny analog photocells arranged in a square or rectangular array aimed at an object.This will create a black and white image of the object based on the reflectivity of the location the sensor is pointing at. The individual scan points in these images are called "pixels".
Of course, thousands of tiny photoelectric sensors aren't used to create the image. Instead, the lens focuses the image onto a semiconductor array of light detectors.
This matrix uses arrays of light-sensitive semiconductor devices such as CCD (Charge Coupled Device) or CMOS (Complementary Metal-Oxide-Semiconductor). The individual sensors in this matrix are pixels.
The four main components of a computer vision system
The four main components of a computer vision system are:
- lenses and lighting;
- image sensor or camera;
- processor;
- a way to transfer results, whether through a physical input/output (I/O) connection or another communication method.
Computer vision can use color pixel scanning and often uses a much larger array of pixels. Software tools are applied to captured images to determine the size, edge positioning, motion, and relative position of elements to each other.
The lenses capture the image and transmit it to the sensor in the form of light. To optimize the computer vision system, the camera must be paired with appropriate lenses.
Although there are many types of lenses, fixed focal length lenses are commonly used in computer vision applications. Three factors are important when choosing: field of view, working distance, camera sensor size.
Lighting can be applied to an image in a variety of ways. The direction the light is coming from, its brightness, and its color or wavelength compared to the color of the target are very important factors to consider when designing a computer vision environment.
While lighting is an important part of getting a good image, there are two other factors that affect how much light an image receives. The lens includes a setting called the aperture, which opens or closes to allow more or less light to enter the lens.
Combined with the exposure time, this determines the amount of light hitting the pixel array before any lighting is ever applied. The shutter speed or exposure time determines how long the image is projected onto the matrix of pixels.
In computer vision, the shutter is controlled electronically, usually with millisecond accuracy. After the image is captured, the software tools are applied. Some are used before analysis (pre-processing), others are used to determine the properties of the object being studied.
During preprocessing, you can apply effects to an image to sharpen edges, increase contrast, or fill in gaps. The purpose of these tasks is to improve the capabilities of other software tools.
Artificial vision is a technology that imitates human vision and allows you to receive, process and interpret images obtained during production processes.Artificial vision machines analyze and decode information received during production processes to make decisions and act in the most convenient way through an automated process. The processing of these images is carried out using the software associated with the machine, and based on the data obtained, it is possible to continue the processes and identify possible errors on the assembly lines.
The goal of computer vision
Here are some common tools you can use to get information about your target:
- Pixel Count: Shows the number of light or dark pixels in the object.
- Edge Detection: Find the edge of an object.
- Measurement (metrology): measuring the dimensions of an object (eg in millimeters).
- Pattern recognition or pattern matching: Search, match, or count specific patterns. This can include detecting an object that can be rotated, partially hidden by another object, or have other objects.
- Optical Character Recognition (OCR): Automatic reading of texts such as serial numbers.
- Barcode, Data Matrix and 2D Barcode Reading: Collect data contained in various barcoding standards.
- Spot detection: Checks the image for patches of interconnected pixels (such as a black hole in a gray object) as a reference point for the image.
- Color analysis: identify parts, products and objects by color, evaluate quality and highlight elements by color.
The purpose of obtaining inspection data is often to use it to compare against target values to determine pass/fail or proceed/not proceed.
For example, when scanning a code or barcode, the resulting value is compared to the stored target value. In case of measurement, the measured value is compared with the correct values and tolerances.
When checking an alphanumeric code, the OCR text value is compared to the correct or target value. To check for surface defects, the size of the defect can be compared to the maximum size allowed by the quality standards.
Quality control
Machine vision has huge potential in industry. These artificial vision systems have been used in robotics, allow us to offer an automatic solution for different stages of production, such as quality control or detection of defective products.
Quality control is a set of methods and tools that will allow us to identify errors in the production process, as well as take appropriate measures to eliminate them. This provides much more complete control over the final product, ensuring that when it reaches the consumer it will meet specific and established quality standards.
In this way, products that do not meet the minimum quality requirements are excluded from the process, thereby eliminating possible disruptions in the production process. This is achieved by continuously conducting inspections and random tests.
The use of quality control in production has a number of advantages:
- Increase productivity;
- Reduced material losses;
- Price drop;
- The best quality of the final product.
Communication in computer vision
Once received by the processor and software, this information can be transmitted to the control system via a variety of industry standard communication protocols.
Major computer vision systems often support EtherNet/IP, Profinet, and Modbus TCP. RS232 and RS485 serial protocols are also common.
Digital I/O is often built into actuation systems and simplifying the reporting of results. Computer vision communication standards are also available.
Conclusion
Artificial vision systems have a wide variety of applications and can be adapted to different industries and the different needs of each production line. Today, any company that manufactures products to a certain standard can take advantage of computer vision as part of their manufacturing process.
Understanding the physical principles and capabilities of artificial vision systems can be helpful in determining whether such technology is suitable for a manufacturing process in a particular case. In general, whatever the human eye can see, the camera can see (sometimes more, sometimes less), but decoding and transmitting this information can be quite complex.